
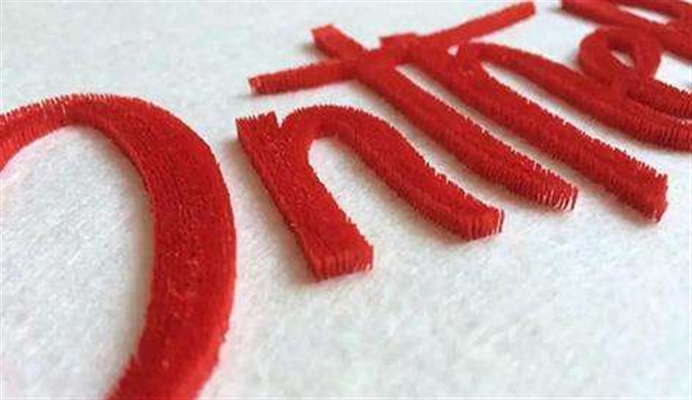
የጥርስ ብሩሽ ጥልፍ ብቅ ያለ አዲስ ዓይነት ጥልፍ ነው, እሱም በልብስ, የቤት እቃዎች, የእጅ ስራዎች እና ሌሎች መስኮች ያገለግላል.
በተለመደው ጥልፍ ሂደት ውስጥ ነው ፣ በጨርቁ ውስጥ የተወሰነ ቁመት ለመጨመር (እንደ ኢቫ) ፣ ጥልፍ ከተጠናቀቀ በኋላ በኤቫ ላይ ያለውን የጥልፍ ክር ለመጠገን መሳሪያዎችን ይጠቀሙ ፣ መለዋወጫዎችን ያስወግዱ ፣ እንደ ጥልፍ ይሠራል ። በተለምዶ የጥርስ ብሩሽ ጥልፍ በመባል የሚታወቀው የጥርስ ብሩሽ ቅርጽ.
የጥርስ ብሩሽ ጥልፍ እና መንጋ ጥልፍ ሁለት የተለያዩ ጽንሰ-ሐሳቦች ናቸው, የጥርስ ብሩሽ ጥልፍ ትኩረት ጥልፍ ክር እንደ ጥርስ ብሩሽ ፀጉር ይቆማል.ፍሎኪንግ ጥልፍ የፍላኔል ሱፍን በማውጣት የሚፈጠር ጥልፍ ሲሆን ፀጉሩ ወደ ታች ነው።
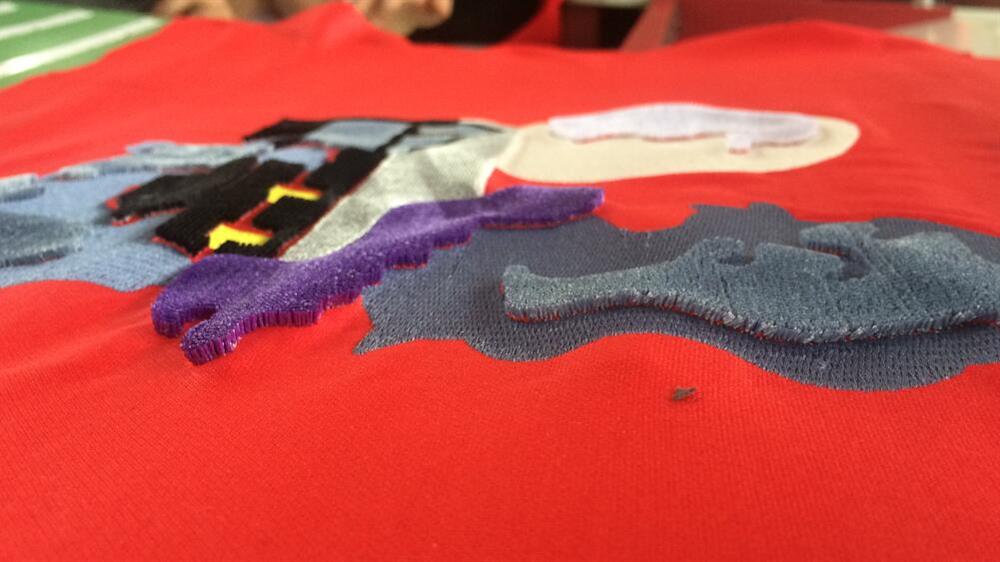
በተጨማሪም የጥርስ ብሩሽ ጥልፍ ከፎጣ ጥልፍ የተለየ ነው.ፎጣ ጥልፍ በጨርቁ ላይ ያለው ጥልፍ ክር ፎጣ ጥልፍ ነው, ስለዚህም ጥልፍ ንድፍ ባለ ብዙ ሽፋን, አዲስነት, ባለ ሶስት አቅጣጫዊ ጥንካሬ ስሜት, ወዘተ, እና ጠፍጣፋ ጥልፍ, ፎጣ ጥልፍ የተደባለቀ ጥልፍ ማግኘት ይችላል, የአጠቃቀም ደረጃን በእጅጉ ያሻሽላል. የኮምፒዩተር ጥልፍ ማሽን እና የመተግበሪያ መስኩን ያሰፋዋል ፣ በልብስ ፣ በቤት መለዋወጫዎች ፣ በእደ-ጥበብ እና በሌሎች ኢንዱስትሪዎች ውስጥ በሰፊው ጥቅም ላይ ሊውል ይችላል ።
የጥርስ ብሩሽ ጥልፍ ማምረት ዘዴ
የተገላቢጦሽ የጥርስ ብሩሽ ጥልፍ ጨርቁን ወደላይ በማዞር እና በጀርባው ላይ ከተጠለፈ በኋላ የማቀነባበርን ውጤት ያመለክታል, በተቃራኒው በኩል የተጠለፈው ውጤት ጥልፍ ክር በጥሩ ሁኔታ ይቆማል, ነገር ግን በተቃራኒው ጥልፍ ስለሆነ ለተለያዩ አይጠቅምም. የጥልፍ ዘዴዎች ድብልቅ ጥልፍ ፣ ብዙውን ጊዜ በንጹህ የጥርስ ብሩሽ ጥልፍ ወቅት ጥቅም ላይ ይውላል።የፊት የጥርስ ብሩሽ ጥልፍ በጨርቁ ፊት ላይ ጥልፍ የሚያስከትለውን ውጤት ያመለክታል, ምክንያቱም የፊት መስመር ከታችኛው መስመር ጋር የተጣበቀ ስለሆነ, የማቀነባበሪያው ጥልፍ ክር ተጽእኖ ከተገላቢጦሽ ጥልፍ የበለጠ የተወሳሰበ ይመስላል, ነገር ግን ከሌሎች ጥልፍ ጋር ሊጣመር ይችላል. ንድፉን የበለጠ የበለፀገ እና የበለጠ የተለያዩ ለማድረግ እንደ ጠፍጣፋ ጥልፍ ያሉ ዘዴዎች።
የተገላቢጦሽ ጥልፍ ማምረት ደረጃዎች:
1. በስርዓተ-ጥለት መጠን, በአሸዋ መረቡ ላይ ያለውን ነጠላ መስመር የመክፈቻ ቦታ ለመራመድ የመክፈቻውን ቴፕ ይጠቀሙ.
2. የአሸዋ መረብን በነጠላ መስመር ውጫዊ ክፈፍ ላይ ይቁረጡ እና ባለ ሁለት ጎን ማጣበቂያ በተቆረጠው ጉድጓድ ዙሪያ ለሶስት አቅጣጫዊ ሙጫ ይለጥፉ።
3.በጨርቁ መጠን መሰረት ጨርቁን ለመለጠፍ ባለ ሁለት ጎን ቴፕ ክበብ ይጨምሩ.
ባለ ሶስት አቅጣጫዊ ሙጫ ከመለጠፍዎ በፊት የአሸዋ መረብን ያስቀምጡ 4. የጥልፍ ክር በጥልፍ ጊዜ ወደ ሶስት አቅጣጫዊ ሙጫ ውስጥ እንዳይወድቅ ለመከላከል.
5. ባለ ሶስት አቅጣጫዊ ማጣበቂያውን በሁለት ጎን በማጣበቂያው ላይ ይለጥፉ, እና በተመሳሳይ ጊዜ ጥልፍ ስራን ለማመቻቸት, በሶስት ጎንዮሽ ሙጫ ላይ የሰም ወረቀት መጨመር ይችላሉ.
6.በድርብ ጎን ቴፕ ላይ ጨርቁን ወደ ላይ ወደ ላይ ይለጥፉ.
7.በጥልፍ ቦታ ላይ የብረት ማቅለጫ ንብርብር ያስቀምጡ, እና ከዚያም ጥልፍ ያካሂዱ.
8. ብረትን እና ሌሎች መሳሪያዎችን በመጠቀም ብረቱ እንዲሞቅ እና ጥልፍ ክር ላይ ይንከሩት ከተቀነባበረ በኋላ የጥልፍ ፈትሉ እንዳይፈታ ወይም ከተሰራ በኋላ እንዳይፈታ ለማድረግ ብረትን መጠቀም ይችላሉ።
9.The ironed ጥልፍ ምርቶች, ብቻ ላይ ላዩን አሸዋ መረብ አንድ ንብርብር ቈረጠ ከዚያም የጥርስ ብሩሽ ጥልፍ ውጤት ለማግኘት ሦስት-ልኬት ሙጫ መውሰድ, ለማስኬድ ተቀልብሷል ናቸው, የጅምላ ምርት ሂደት የሚሆን ቆርቆሮ ቆዳ ማሽን መጠቀም የተሻለ ነው. .
ለማቀነባበር 10.Sheet የቆዳ ማሽን.
0.6 ~ 8mm: 0.6 ~ 8mm: ሉህ ቆዳ ማሽን 11.The ንደሚላላጥ ውፍረት መስፈርቶች መሰረት ሊስተካከል ይችላል.
የፊት ጥልፍ ማምረት ደረጃዎች;
1. በአሸዋ መረብ ላይ ነጠላ መርፌ ለመክፈት የመክፈቻ ቀበቶ ይጠቀሙ.
2.በነጠላ መስመር ውጫዊ ክፈፍ በኩል የአሸዋ መረብን ይቁረጡ.
3. በመክፈቻው ጠርዝ ላይ ባለ ሁለት ጎን ቴፕ ይተግብሩ.
4.በቁሳቁሱ ባህሪያት መሰረት አስፈላጊውን ድጋፍ ይጨምሩ.
5. ጨርቁን ከፊት ለፊት በኩል ከጨርቁ ጋር በማያያዝ በመጀመሪያ የጠፍጣፋውን ጥልፍ ክፍል ይለጥፉ.
6.የጠፍጣፋው ጥልፍ ክፍል ተጠናቅቋል.
7. ባለ ሶስት አቅጣጫዊ ሙጫ (ኢቫ ሙጫ) ላይ ያድርጉ.
8. ስፌቶቹ በሶስት አቅጣጫዊ ሙጫ ውስጥ እንዳይጣበቁ ለመከላከል, በሶስት አቅጣጫዊ ሙጫ ላይ የአሸዋ መረብን ይጨምሩ.
የጥርስ ብሩሽ ጥልፍ ክፍል 9.Embroider.
10. የጥርስ ብሩሽ ጥልፍ ክፍል ተጠናቅቋል.
የጥልፍ ክር እንዳይፈታ ለመከላከል በታችኛው ክፍል ላይ የብረት ሙጫ ይጨምሩ።
የጥርስ ብሩሽ ጥልፍ ጥንቃቄዎች
1.Patterning አብዛኛውን ጊዜ ነጠላ መርፌ የመራመጃ ዘዴ ይጠቀማል, ጥግግት እንደ ጥልፍ ክር ውፍረት, በአጠቃላይ 120D/2 ጥልፍ ክር ጋር ስፌት 0.6mm X density 0.6mm, 200D / 2 ጥልፍ ክር ጋር ስፌት 1mm X density. 1 ሚሜ
2.ከ 200 ዲ / 2 በላይ የሆነ ክር ከተጠቀሙ, 14 # መርፌዎችን ወይም ከዚያ በላይ መርፌዎችን መምረጥ ጥሩ ነው, ወፍራም የሽቦ መንጠቆን መጠቀም ጥሩ ነው, አለበለዚያ ክርውን ለመሰካት ቀላል ነው.
ጥልፍ የጥርስ ብሩሽ ጥልፍ ክፍል መርፌ አሞሌ በመጫን ጨርቅ እግር 3.The ቁመት በአግባቡ መስተካከል አለበት.
4.የሶስት-ልኬት ሙጫ (ኢቫ ሙጫ) ጥንካሬ ከ 50 ዲግሪ እስከ 75 ዲግሪዎች ሊሆን ይችላል, እና ውፍረቱ በእውነተኛ ፍላጎቶች መሰረት ሊወሰን ይችላል.

የልጥፍ ሰዓት፡- ኤፕሪል 11-2023